400-090-5068手机:177-2460-2962(微信同号)














Share:
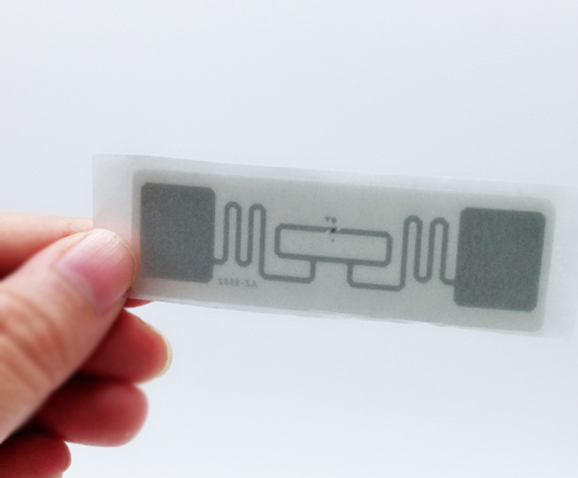
RFID作为21世纪最具发展潜力的信息技术之一,通过无线电波不接触快速信息交换和存储技术,通过无线通信结合数据访问技术,然后连接数据库系统,加以实现非接触式的双向通信,从而达到了识别的目的,用于数据交换,串联起一个极其复杂的系统。RFID 的应用非常广泛,典型应用有动物晶片、汽车晶片防盗器、门禁管制、停车场管制、生产线自动化、物料管理,仓储管理等。
基于RFID仓储管理系统是将RFID技术与仓储管理系统相结合,为企业提供全新的仓储模式,满足企业自动化、透明化、智能化的仓储需求,实现RFID技术与仓储管理系统的无缝对接,最大限度地发挥RFID技术在仓储中的应用价值。 1、数据实时共享
1、数据实时共享
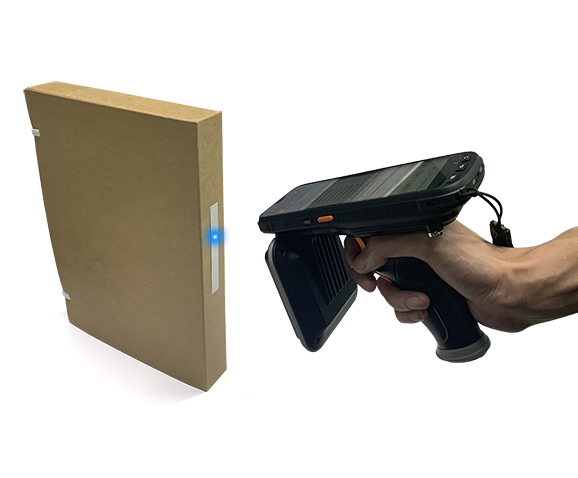
在生产过程中,生产线及时准确地反馈信息非常重要。在还没有RFID系统之前,工厂只能一边生产一边人手记录故障及废品,并且在生产完成后作整体统计来估算流程效率,费时费力和有时不能做到非常精确。现在,只要在生产线各种设备及流程安装RFID读取设备,并在产品或托盘上放置可反复读写的RFID电子标签。这样,当产品通过这些节点时,RFID读取设备即可读取到产品或托盘上标签内的信息,并将这些信息实时反馈到后台的管理系统中,管理者就可简易及时了解生产线的情况。
2、流程标准自动化
RFID系统可提供不断更新的实时数据流,与制造管理系统互补,RFID提供的信息可用来保证正确使用机器设备,工具和零部件等,从而实现数据自动之传递并减少停工待料时间。更进一步,当原材料,零部件和装配件通过生产线时,可以进行实时控制,修改甚至重组生产过程,以保证生产的可靠性和高质量。
3、质量追踪和追溯
在实施RFID系统的生产线上,产品质量一般是由分布在若干处的一些测试流程来检测的。在生产结束时或产品验收前必须利用所有先前收集到的数据来检验其质量。利用RFID电子标签可以很方便地做到这一点,因为在整个生产过程中所取得的质量数据已经随着产品生产时直接上传到数据库上,方便及早发现问题减少浪费及提升质量。
基于RFID仓储管理系统是将RFID技术与仓储管理系统相结合,为企业提供全新的仓储模式,满足企业自动化、透明化、智能化的仓储需求,实现RFID技术与仓储管理系统的无缝对接,最大限度地发挥RFID技术在仓储中的应用价值。
在生产过程中,生产线及时准确地反馈信息非常重要。在还没有RFID系统之前,工厂只能一边生产一边人手记录故障及废品,并且在生产完成后作整体统计来估算流程效率,费时费力和有时不能做到非常精确。现在,只要在生产线各种设备及流程安装RFID读取设备,并在产品或托盘上放置可反复读写的RFID电子标签。这样,当产品通过这些节点时,RFID读取设备即可读取到产品或托盘上标签内的信息,并将这些信息实时反馈到后台的管理系统中,管理者就可简易及时了解生产线的情况。
2、流程标准自动化
RFID系统可提供不断更新的实时数据流,与制造管理系统互补,RFID提供的信息可用来保证正确使用机器设备,工具和零部件等,从而实现数据自动之传递并减少停工待料时间。更进一步,当原材料,零部件和装配件通过生产线时,可以进行实时控制,修改甚至重组生产过程,以保证生产的可靠性和高质量。
3、质量追踪和追溯
在实施RFID系统的生产线上,产品质量一般是由分布在若干处的一些测试流程来检测的。在生产结束时或产品验收前必须利用所有先前收集到的数据来检验其质量。利用RFID电子标签可以很方便地做到这一点,因为在整个生产过程中所取得的质量数据已经随着产品生产时直接上传到数据库上,方便及早发现问题减少浪费及提升质量。

扫描关注二维码
联系电话:400-090-5068 传真:0755-84622646办公:深圳市坪山新区金牛西路金荔科技工业园3号厂房第二层、第六层(办公)
厂址:广东省东莞市凤岗镇东深路凤岗段179号天安深创谷28号楼14层
Copyright © 2018 深圳市联合智能物联科技有限公司 粤ICP备18085345号